
- Model: VK-TFS-005U
- Napajanje: AC220V 50/60HZ enofazni
- Poraba energije: 2,6Kw
- Delovni zračni tlak: 0,6Mpa
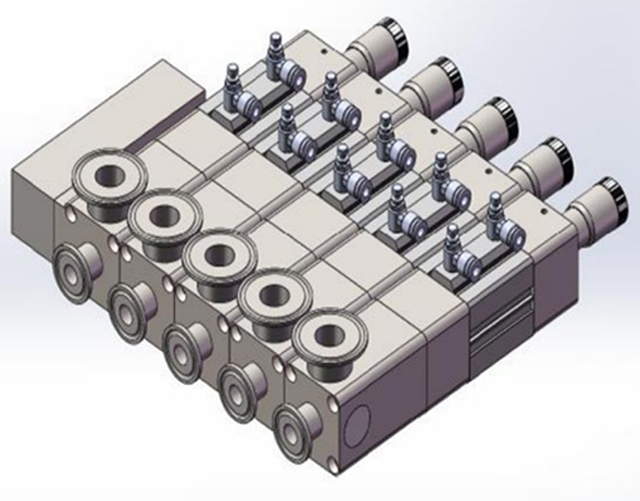
- Polnilna črpalka: 5 kompletov keramičnih črpalk
- Primeren material: Esencam ali vodi podobni izdelki
- Ustrezen material cevi: PE (za strojno testiranje je treba najprej prejeti vzorce trakov cevi)
- Območje polnjenja: 0,3-10 ml Natančnost polnjenja: ±0,5 %
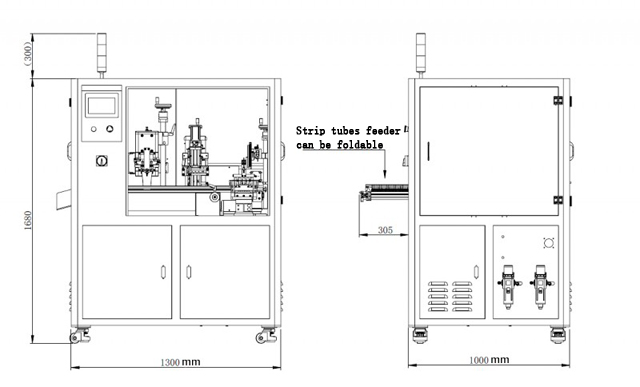
- maks. Dolžina tesnjenja: 140 mm Maks. višina: 120 mm
- Zmogljivost: 15-20 trakov cevi/min
- Dimenzija: 1300*1300*1950 mm
- Velikost pakiranja: 1450*1350*1890 mm
- Bruto teža: 514 kg
- Oznaka HS: 84223090
Stroji za zapiranje plastičnih cevi se uporabljajo v proizvodni liniji za hermetično zapiranje plastičnih cevi, ki vsebujejo različne tekoče ali želatinaste izdelke, vključno s sestavinami hrane, kozmetiko, lepili in farmacevtskimi kremami ter zdravili.
Plastične cevi so zatesnjene na več načinov, odvisno od vrste materiala cevi in izdelka, ki je v cevi. Metode tesnjenja vključujejo tesnjenje z vročim zrakom, ultrazvočno tesnjenje, impulzno tesnjenje in možnosti tesnjenja z vročo čeljustjo.
Na primer, kompozitne cevi so izdelane iz kombinacije tankih aluminijastih in plastičnih materialov, ki so zloženi skupaj, da tvorijo močno, prožno cev. Te vrste tub se običajno uporabljajo kot tube zobne paste, ki so verjetno najbolj priljubljene vrste tub, ki jih potrošniki vsak dan kupujejo v trgovinah in supermarketih.
Osnovni parametri

- Model: VK-TFS-005U
- Napajanje: AC220V 50/60HZ enofazni
- Moč: 2,6Kw
- Delovni zračni tlak: 0,6Mpa
- Polnilna črpalka: 5 kompletov keramičnih črpalk
- Primeren material: Esencam ali vodi podobni izdelki
- Ustrezen material cevi: PE (za strojno testiranje je treba najprej prejeti vzorce trakov cevi)
- Obseg polnjenja: 0,3-10 ml
- Natančnost polnjenja: ±0,5%
- maks. Dolžina tesnjenja: 140 mm
- maks. višina: 120 mm
- Zmogljivost: 15-20 trakov cevi/min
- Dimenzija: 1300*1300*1950 mm
- Velikost pakiranja: 1450*1350*1890 mm
- Bruto teža: 514 kg
- Oznaka HS: 84223090
- Telo stroja: nerjaveče jeklo 304#
Delovni postopek polnjenja in tesnjenja cevi
Prazne epruvete se prenesejo do polnilnega stroja za epruvete z odprtim koncem in se hranijo v lijaku za samodejno dovajanje v polnilni stroj. V nekaterih primerih se lahko polnilnim strojem ročno dodajo cevi z odprtim koncem za manjše naklade in proizvodnjo testnih vzorcev. Nekatere proizvodne linije uporabljajo visokohitrostne robotske stroje za polnjenje cevi v pake polnilnega stroja.
Ko je cev postavljena pokonci z odprtim koncem navzgor v plošček, se v odprti konec cevi spusti šoba, ki vpihuje ioniziran zrak v cev, da odstrani ostanke, ki se nato odstranijo z vakuumom.
Tuba je nato pripravljena za polnjenje in šoba se bo spustila v odprti konec tube, da bo čisto odmerila izdelek, pri čemer se bo držala približno na ravni izdelka v tubi, da se prepreči stik z izdelkom in ohrani tesnilno območje cev čista in brez brizganja izdelka.
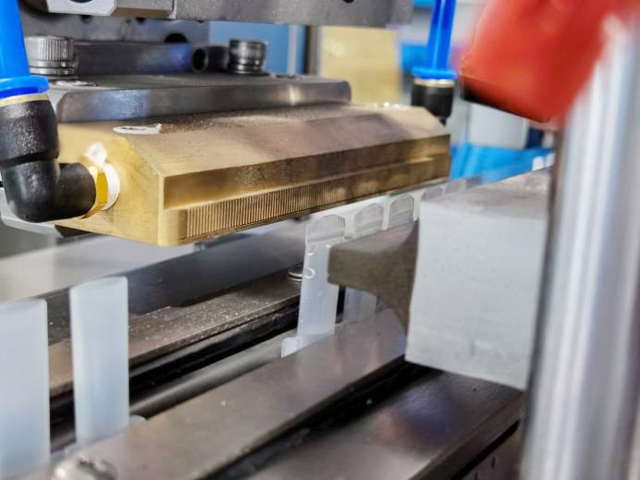
Ko je tuba napolnjena s pravilno količino izdelka, se premakne v stroj za tesnjenje plastičnih cevi, kjer vroč zrak previdno vpihne okoli odprtega konca cevi, da se plastika zmehča.
Cev se bo nato zatesnila, kjer bodo tesnilne čeljusti stisnile tople plastične stene cevi skupaj. Ker je bil konec cevi segret z vročim zrakom, se bosta steni zvarili, tako da bosta obe strani ostali skupaj in cev zaprta.
Čeljusti za vroče tesnjenje so lahko pogosto opremljene z žigi s spremenljivimi znaki, da se v nagubano plastično tesnilo vtisne koda serije, datum izdelave ali datum uporabe do/poteka.
Cev bo nato obrezana, kjer bo vsa odvečna plastika odrezana s tesnila, da ostane čist estetski videz in končna obdelava cevi. Končane cevi lahko nato pregledamo, preden jih zapakiramo v kakršno koli nadaljnjo embalažo, kot so škatle ali embalaža z blagovno znamko.
Glavni deli:

Plošča na dotik: WEINVIEW, Kitajska Tajvan
Fotoelektrično stikalo: Omron, Japonska
Strojni PLC: Mitsubishi Japan
Keramične črpalke zaslon na dotik in PLC: Coolmay Kitajska
Servo motor in gonilnik: Lichuan Kitajska
Koračni motor in pogon: Leadshine Kitajska
Cilinder in elektromagnetni ventil: AirTac TaiWan
Lastnosti



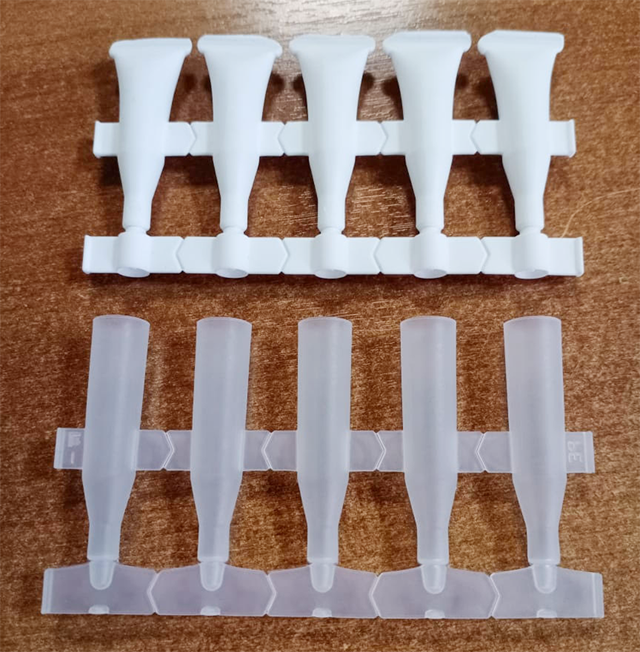
- Stroj je posebej zasnovan za tube 5 v 1, primeren za množično proizvodnjo tub 5 v 1.
- Ročno dovajanje cevi, samodejno polnjenje, tesnjenje, obrezovanje koncev.
- Sprejema ultrazvočno tehnologijo tesnjenja, ni potrebe po času ogrevanja, bolj stabilno in čisto tesnjenje, brez popačenj in nizko stopnjo zavrnitve, manjšo od 1 %.
- Neodvisne raziskave in razvoj za digitalno ultrazvočno samodejno sledilno električno krmilno omarico, ni potrebe po ročnem nastavljanju frekvence, s funkcijo samodejne kompenzacije moči, s čimer se izognete zmanjšanju moči po dolgotrajni uporabi. Lahko prosto prilagodi moč glede na material in velikost cevi, stabilno in minimalno stopnjo napak, podaljša življenjsko dobo kot običajna električna omarica.
- PLC z nadzornim sistemom zaslona na dotik, ki zagotavlja prijazno delovanje.
- Izdelan iz nerjavečega jekla 304, odporen na kisline in alkalije, odporen proti koroziji.
- Standardno opremljen s polnilnim sistemom s peristaltično črpalko, visoko natančnostjo polnjenja in primerno za polnjenje s tekočino.
- Brez cevi, brez polnila, brez cevi, brez funkcije tesnjenja, kar zmanjšuje izgubo stroja in plesni.
- Sistem za indeksiranje Cam lahko natančno pozicionira za šest delovnih postaj.
Vzorci


Kako deluje ultrazvočno varjenje (tesnjenje)?
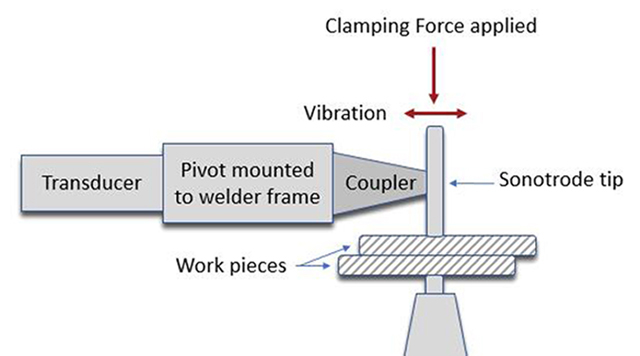
Ultrazvočno varjenje je postopek, ki se uporablja za spajanje dveh plastičnih delov skupaj v močan, dokončan sklop. Postopek temelji na visokofrekvenčnih (ultrazvočnih) vibracijah, ki se ustvarijo in nanesejo na dele prek hupe. Do varjenja pride, ko se vibracije absorbirajo na vmesniku med obema deloma, kar povzroči trenje in povzroči taljenje plastike. Ultrazvočne vibracije ustvarja vrsta komponent, vključno z napajalnikom, pretvornikom, ojačevalnikom in hupo, ki na koncu prenaša mehanske vibracije na dele.
Vloga napajalnika je pretvoriti vhodno omrežno napetost (pri 50 ali 60 Hz) v novo frekvenco. Ta električna energija se nato pošlje v pretvornik, ki, kot pove že ime, pretvori električno energijo v mehanske vibracije. Pretvornik je sestavljen iz piezoelektričnih keramičnih diskov, ki se širijo in krčijo s hitrostjo dovedene električne energije. Velikost vibracij se imenuje amplituda, izraz, ki postane zelo pomemben pri določanju ultrazvočnega sistema za določeno aplikacijo. Vibracije se nato prenašajo prek ojačevalnika, ki običajno poveča amplitudo za vnaprej določen večkratnik, znan tudi kot ojačanje. Končno se izhodna amplituda ojačevalnika prenaša skozi hupo, kjer se nato lahko dostavi plastičnim delom. Kombinacija pretvornika, ojačevalnika in hupe se običajno imenuje ultrazvočni sklad.
Za prenašanje vibracij na dele je sklad postavljen v aktuator, mehanski sistem, ki uporablja naslednji kritični element ultrazvočnega varjenja: silo. Aktivator je lahko sestavljen iz pnevmatskega cilindra ali drugega sredstva za aktiviranje, ki poganja sklad navzdol do dela. Aktuatorji pogosto vsebujejo druge senzorje in naprave, kot so linearni dajalniki ali tehtalne celice, za zagotavljanje povratnih informacij med varjenjem. Aktuator potisne hupo navzdol na del in uporablja silo, dokler ni dosežena sprožilna sila; na tej točki se uporablja ultrazvok. Vibracije se nato prenesejo na dele, kjer se osredotočijo na trikotno kroglico materiala – znano kot »energijski usmerjevalnik« – ki se lahko šteje za žrtveno talino v zvarnem spoju. Ko se material stopi, se ultrazvočne vibracije prekinejo in aktuator nadaljuje s pritiskom, dokler se plastika ne strdi in nastane močna vez. Celoten postopek varjenja, od začetka do konca, se običajno zaključi v eni do dveh sekundah.
Kot že omenjeno, je eden najpomembnejših elementov ultrazvočnega varjenja amplituda (vibracije), ki jo zagotavlja kup. Razlog za to je, da nekatere plastike potrebujejo večjo amplitudo za varjenje kot druge. Amorfni polimeri (ABS, polikarbonat, polistiren) običajno zahtevajo nizko amplitudo, medtem ko polkristalni (najlon, polipropilen) zahtevajo bistveno večjo amplitudo za varjenje.
Izkušen aplikacijski inženir lahko vedno dela pri določanju ustrezne frekvence in izbire orodij za določen sklop in vrsto materiala.
Ultrazvočno varjenje je splošno sprejeta metoda sestavljanja v industriji plastike za različne aplikacije sestavljanja sestavnih delov na vseh večjih trgih: medicina, B&CE, avtomobilizem, naprave, netkani materiali, embalaža in več. Prednosti ultrazvočnega varjenja vključujejo kratek čas cikla, visoko trdne vezi in odpravo potrošnega materiala (tj. lepil). Ko razmišljate, ali je ultrazvočno varjenje primerno za aplikacijo, je najbolje, da se posvetujete z izkušenim inženirjem aplikacij, da določite ustrezen način sestavljanja.

Morda vam je všeč
 Samodejni stroj za zapiranje pločevink iz aluminija, ki se enostavno odpre
Samodejni stroj za zapiranje pločevink iz aluminija, ki se enostavno odpre- Samodejna oprema za zlaganje zgornjega in spodnjega roba kartonske škatle tipa H
- Avtomatski linearni gravitacijski polnilni stroj z 10 glavami
- Avtomatski stroj za zapiranje zamaškov za polnjenje in zamašitev s predhodno sterilizirano injektorsko brizgo
- Avtomatski stroj za etiketiranje steklenic za pijačo z dvojnimi glavami
- Stroj za tesnjenje polnjenja ukrivljenih cevi Poseben tesnilni del konca cevi
- Polavtomatski stroj za polnjenje tekočega kremnega losjona za nego kože z dvojnimi glavami
- Polavtomatski polnilni stroj za mešanje poprove omake z dvojnimi šobami
- Polavtomatski stroj za ultrazvočno polnjenje kozmetičnih cevi
- Polavtomatski pnevmatski namizni stroj za stiskanje stekleničk za parfume









